行業
泊頭市特種泵閥制造有限公司
24小時服務熱線:15531796609
銷售專線電話:0317-5566815 7947649
公司傳真:0317-8294590
公司地址:河北省滄州泊頭市南倉街
技術文檔
常見問題
行業
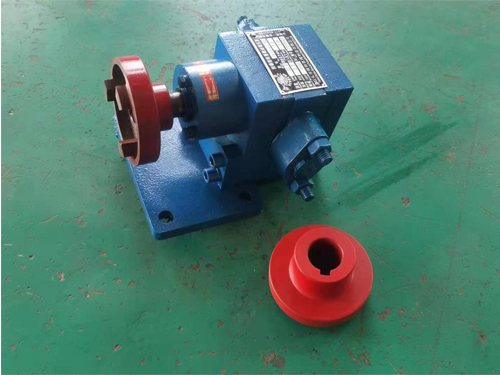
石油不銹鋼齒輪泵的故障因素及解決方式和管道質量控制探討
{一}、不銹鋼齒輪泵的故障因素及解決方式
不銹鋼齒輪油泵的設計也思考了工作中軸承的潤滑,和其他部件的能,選用的是軸承與泵腔分離式—外潤滑結構,改變了原齒輪泵利用輸送介質對軸承進行潤滑的傳統式結構,了主要部件的傳動精度。不銹鋼泵的輸送溫度一般為20℃--180℃,結構的可達250℃。
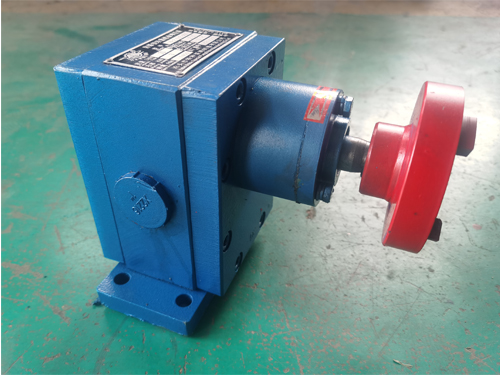
不銹鋼齒輪油泵發生故障時的解決辦法
1:動力傳動齒輪和流體輸送齒輪處于不同的泵腔中,它們按照各自不同的功能設計制造,因此泵有很高的性。
2:泵型的基礎上,增加支承,提高了工作壓力,并設計為法蘭聯接。齒輪泵械密封和填料密封兩種形式。
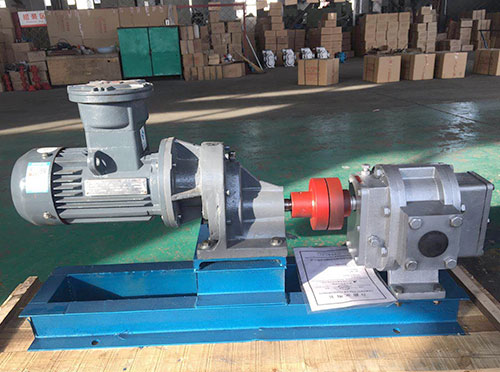
不銹鋼齒輪油泵管道漏水或漏氣也可能是因為安裝螺絲帽擰得不的。如果泵連接部分泄漏,可以用手擰緊螺帽。嚴重的話,須重新拆裝。泵劇烈震動的原因結合電轉子不平衡或聯軸器不佳,軸承磨損彎曲,轉動部分零件松動,破裂管道支架不牢固等。分別可采取調整、修理、加固、校直、換等辦法處理。
{二}、石油管道質量控制探討
加強材料控制。材料控制是齒輪泵石油管道安裝質量控制的重要環節。需對管道、管件、閥門、防腐材料及其標準件進行進場復驗,不得有影響強度和管路密封性的缺陷,確保用于管道施工的零件符合設計圖樣和國家標準規范規定。對閥門、螺釘、螺母、焊接材料等標準件和輔料的型號、規格、生產日期、生產批號等與質量證明文件的一致性進行檢驗,必要時需做硬度等機械性能試驗。現場原材料擺放有序,焊接設備、吊裝設備等均在設備檢定期內。
嚴格執行工藝規范。嚴肅工藝紀律是保證齒輪油泵石油管道安裝質量的關鍵。如閥門試壓后,應將內部水排空,需要涂油防銹的涂油脂,但對于輸送具有一定壓力的壓縮氧氣時,因流動的氧氣易與管路中的油脂、鐵屑或有機物發生碰撞、產生摩擦,導致燃爆,則不得涂油;對不銹鋼閥門進行水壓試驗時,為避免氯離子與奧氏體不銹鋼一起運行時的應力腐蝕,水中氯離子含量不得超過100ppm;應對安裝管材進行全數檢驗;對合金鋼和不銹鋼管,下料時應采用鋸割、砂輪片等機械方法,不得使用氣割或電焊切割;彎管時,由于熱彎需對管道加熱而引起管材機械性能的變化,所以應盡量采用冷彎。
強化焊接質量控制。焊接質量的好壞直接關系到管道的質量。焊接前應進行件確定,焊接人員應根據焊接工藝、焊接作業指導書以及焊接工藝卡,嚴格按照焊接順序和質量規程進行焊接。焊接后應對焊縫進行細致檢查,并采用抽樣的方式,對焊接質量進行驗收,確保焊接的。對需要進行熱處理的焊縫,要嚴格遵守先檢測后處理原則,在無損探傷合格后進行。
科學安裝閥門,確保工程的。閥門應安裝在方便操作的位置上,為縮小管道之間間距,管道安裝時,應將閥門錯開放置。水平管道上的閥門,不得采用垂直向下的安裝方式,較重的閥門應使用恰當工具進行吊起安裝;用于石油管道上的閥門試壓合格;石油管道安裝中,嚴禁發生將低壓閥門用于高壓管道上、管道上單向閥反裝等現象。
注重防腐工序。采用新工藝,解決不銹鋼泵管道的防腐問題,也是提高管道安裝質量和使用壽命的重要舉措。目前我國普遍使用的是將價格低廉的瀝青涂刷于石油管道上的方法。
工程施工變是石油管道安裝工程中常見問題,工程管理人員應積協調設計、生產、監理、施工等各單位,進行、快速的調整,避免管道安裝作業陷入無序狀態。
檢驗驗證。齒輪油泵管道安裝完畢,還進行外觀檢查等檢驗,焊縫內部的質量情況通過無損檢測進行;管道系統的質量情況則通過耐壓試驗進行驗證。
綜上所述,石油管道安裝是一個復雜的系統工程,只有從“人、機、料、法、環”五大質量因素出發,對施工過程常見問題進行分析和研究,加強過程控制和檢驗,才能切實提高石油管道安裝質量水平。
上一篇:管道檢測技術及液壓油的影響
下一篇:沒有了